TECHNISCHE INFORMATION:
Für die unterflurige Anspritzung mittel-großer Bauteile.
Konturierbar bis zu einer Tiefe von 8,0 mm. Anschnittdurchmesser bis zu 1,8 mm und Schussgewicht bis 200 g pro Einsatz sind möglich.
Erhältlich in den Varianten: GMK-1, GMK-2 und GMK-3.
Für alle gängigen Kunststofftypen. Auch verstärkte Kunststoffe sind verarbeitbar.
<< Bitte beachten Sie unsere Fertigungshinweise für die Kalottenkonstruktion!
Bei einer technischen Anfrage schicken Sie uns bitte die folgenden Daten:
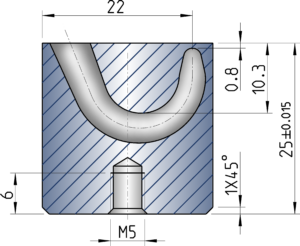
GMK-1
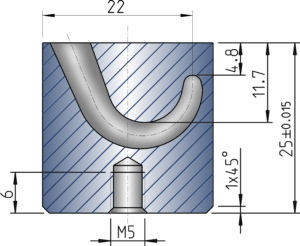
GMK-2
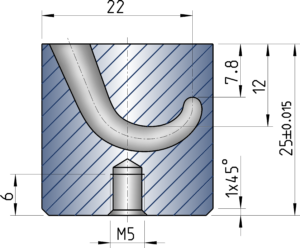
GMK-3
[/one_half]
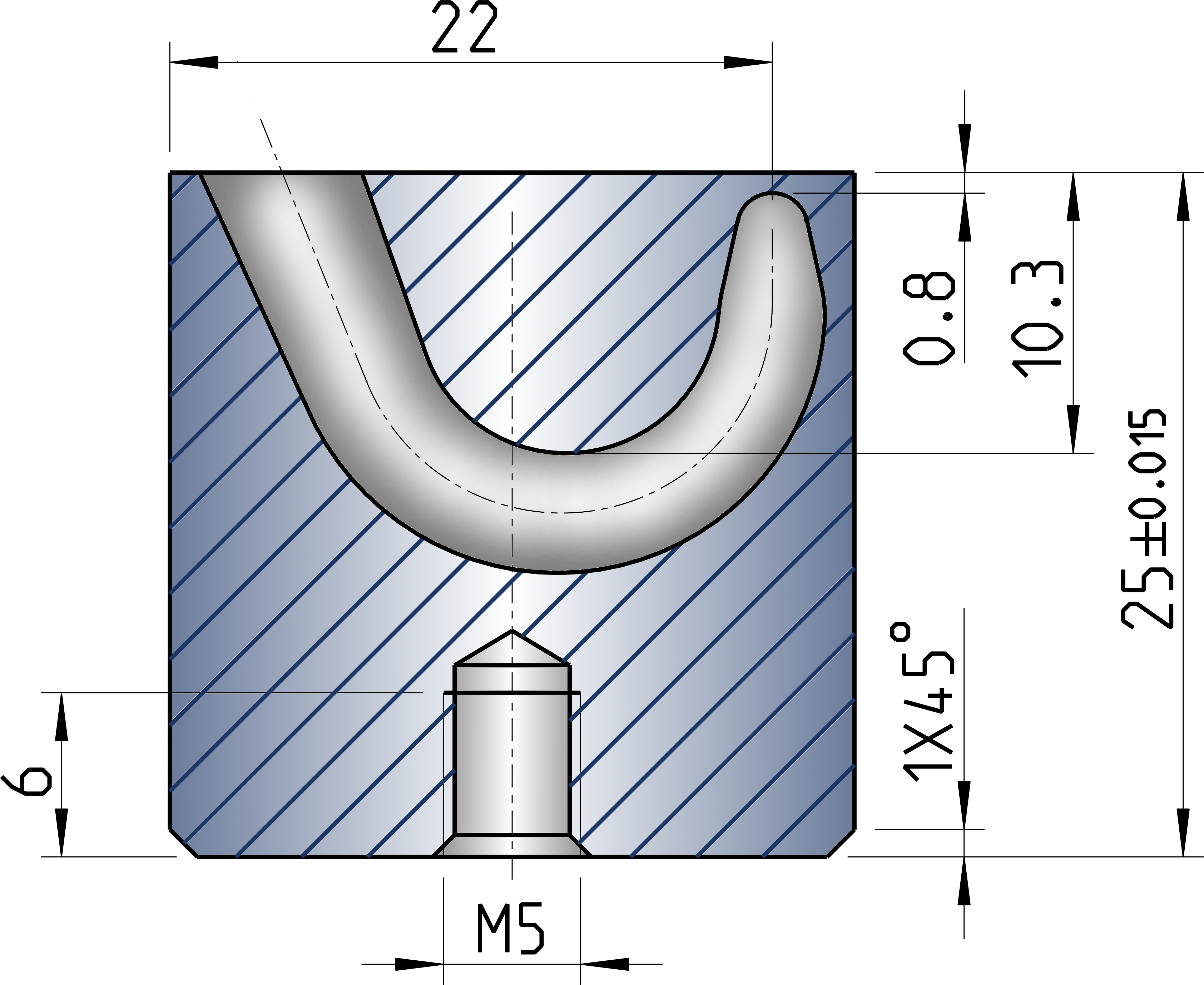
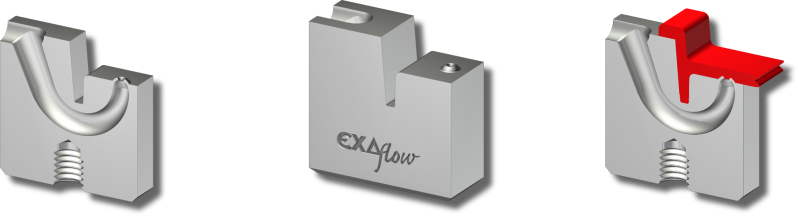
GMK-1: “ Unterhalb der Trennebene“Merkmale:- Anspritzpunkt kann unterhalb der Trennebene liegen.
- Ermöglicht Anspritzungen dicht hinter hochsteheden Rippen
- Anschnitt kann weit von der Bauteilwand entfernt sein.
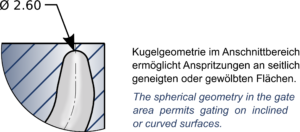
- Kugelgeometrie im Anschnittbereich ermöglicht Anspritzungen an seitlich geneigten oder gewölbten Flächen.

GMK-1: “ Oberhalb der Trennebene“Merkmale:
- Anspritzpunkt kann bis zu 8 mm oberhalb der Trennebene liegen.
- Ermöglicht Anspritzungen dicht hinter hochsteheden Rippen
- Anschnitt kann weit von der Bauteilwand entfernt sein.
- Kugelgeometrie im Anschnittbereich ermöglicht Anspritzungen an seitlich geneigten oder gewölbten Flächen.

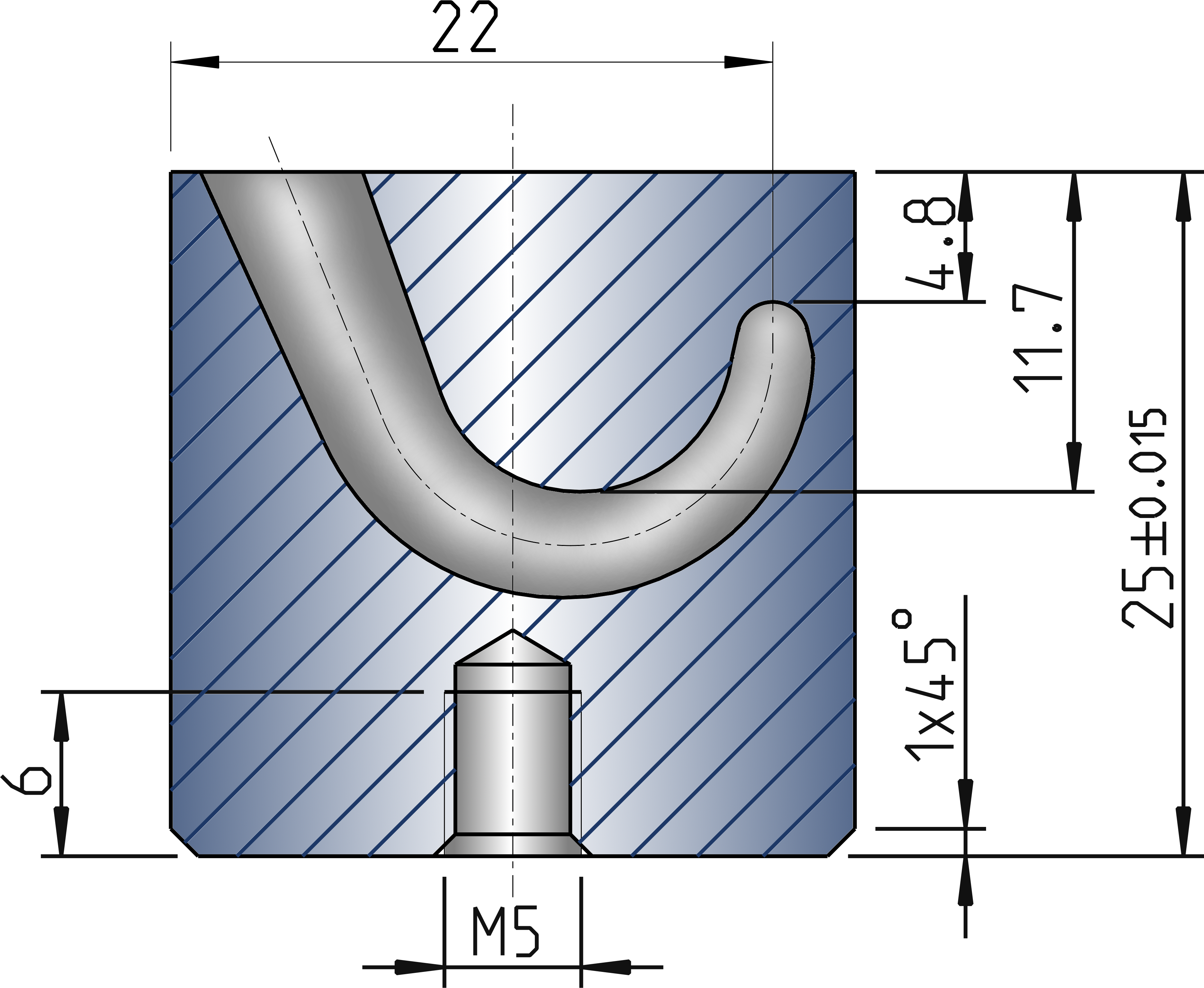
GMK-2: “ Unterhalb der Trennebene“Merkmale:
- Anspritzpunkt kann bis zu 5 mm unterhalb der Trennebene liegen.
- Ermöglicht Anspritzungen dicht hinter hochsteheden Rippen
- Anschnitt kann weit von der Bauteilwand entfernt sein.
- Kugelgeometrie im Anschnittbereich ermöglicht Anspritzungen an seitlich geneigten oder gewölbten Flächen.
GMK-2: “ Oberhalb der Trennebene“Merkmale:
- Anspritzpunkt kann bis zu 5 mm oberhalb der Trennebene liegen.
- Ermöglicht Anspritzungen dicht hinter hochsteheden Rippen
- Anschnitt kann weit von der Bauteilwand entfernt sein.
- Kugelgeometrie im Anschnittbereich ermöglicht Anspritzungen an seitlich geneigten oder gewölbten Flächen.

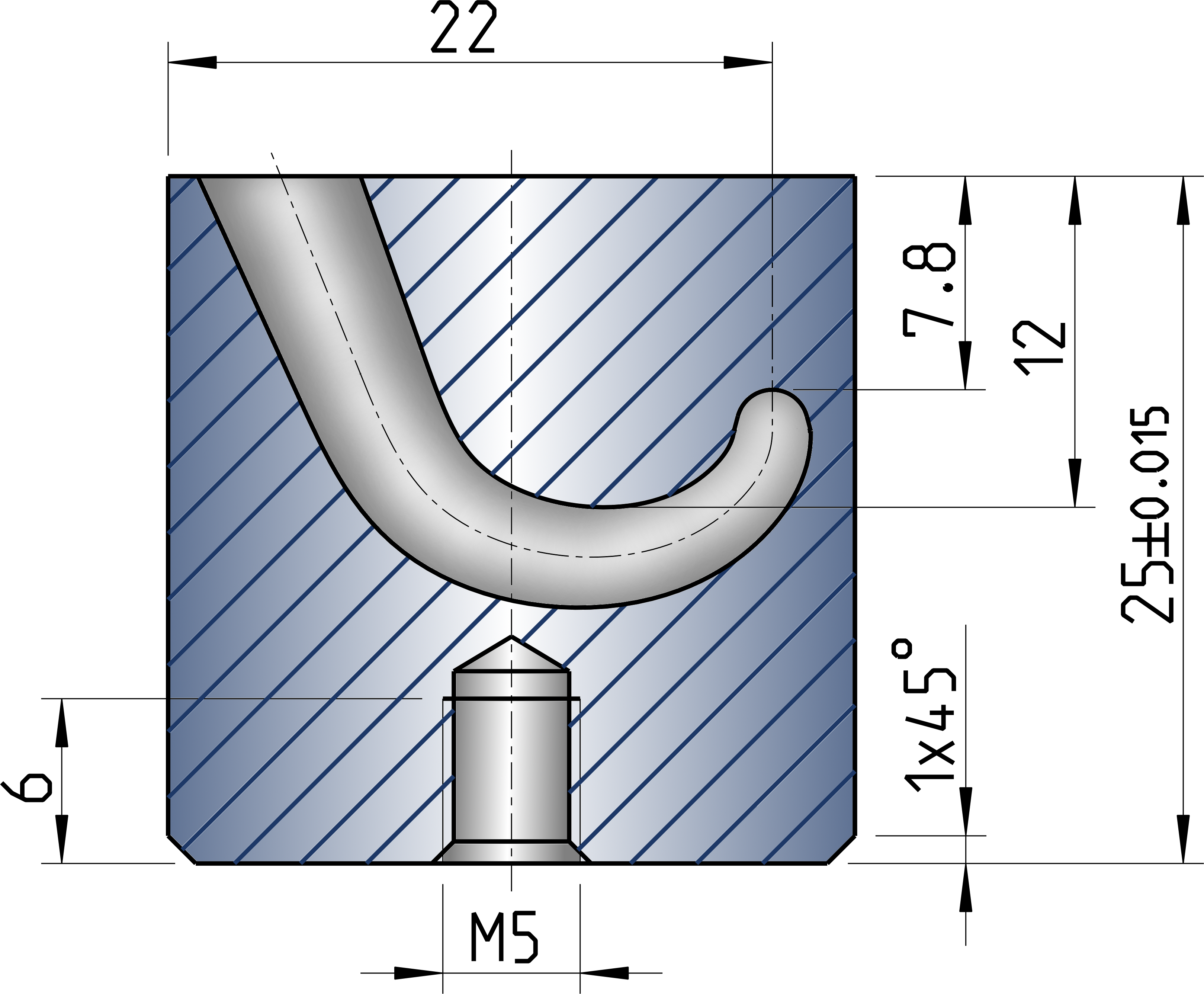
GMK-3: “ Unterhalb der Trennebene“Merkmale:
- Anspritzpunkt kann bis zu 8 mm unterhalb der Trennebene liegen.
- Ermöglicht Anspritzungen dicht hinter hochsteheden Rippen
- Anschnitt kann weit von der Bauteilwand entfernt sein.
- Kugelgeometrie im Anschnittbereich ermöglicht Anspritzungen an seitlich geneigten oder gewölbten Flächen.

GMK-3: “ Oberhalb der Trennebene“Merkmale:
- Anspritzpunkt kann auch oberhalb der Trennebene liegen.
- Ermöglicht Anspritzungen dicht hinter hochsteheden Rippen
- Anschnitt kann weit von der Bauteilwand entfernt sein.
- Kugelgeometrie im Anschnittbereich ermöglicht Anspritzungen an seitlich geneigten oder gewölbten Flächen.

[/one_half_last]
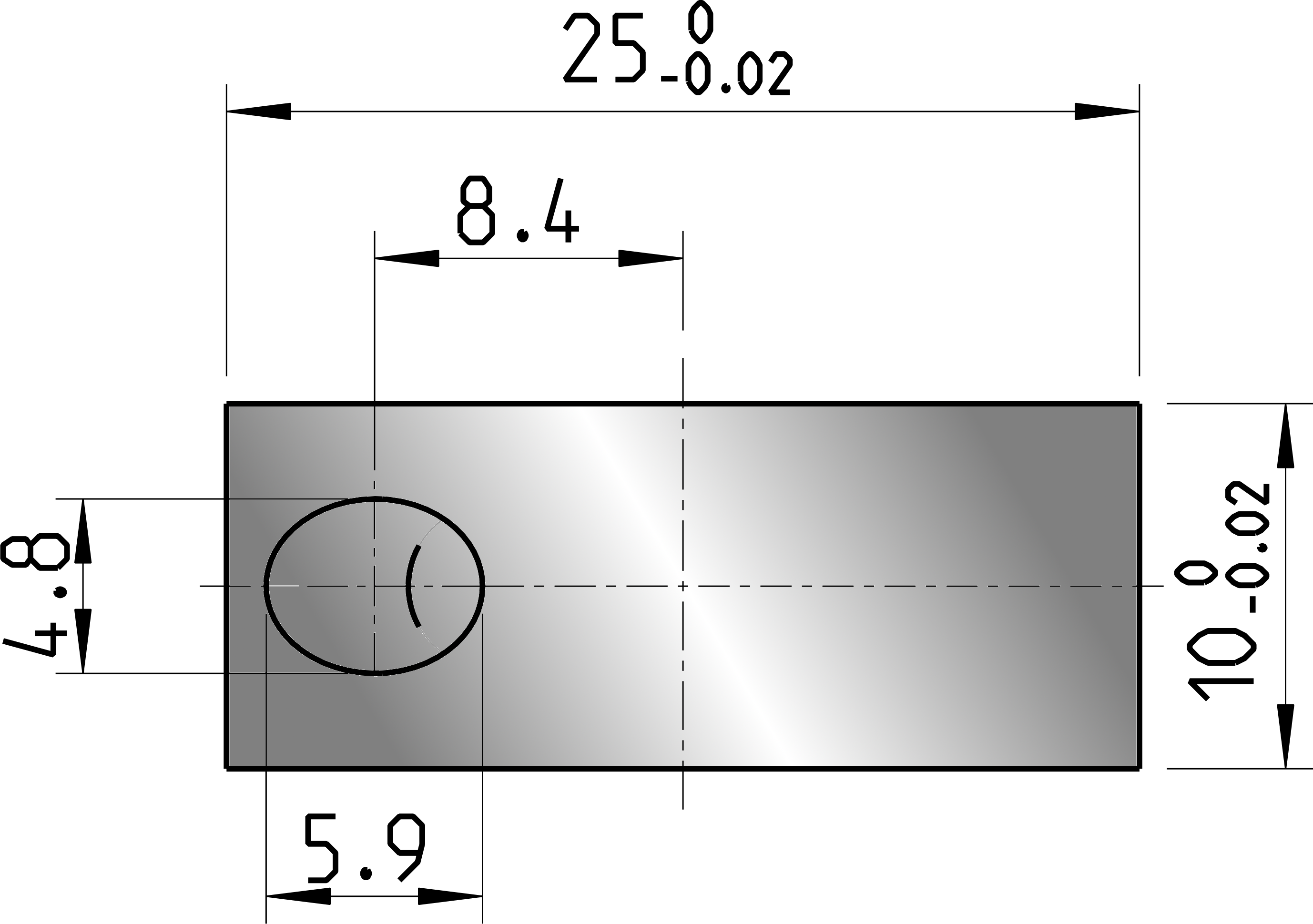
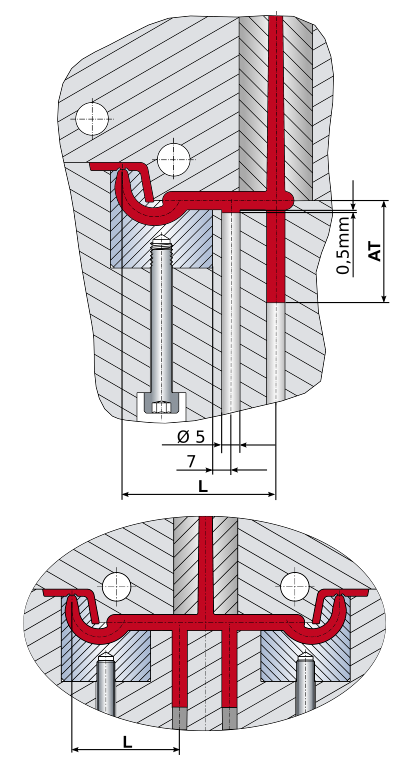
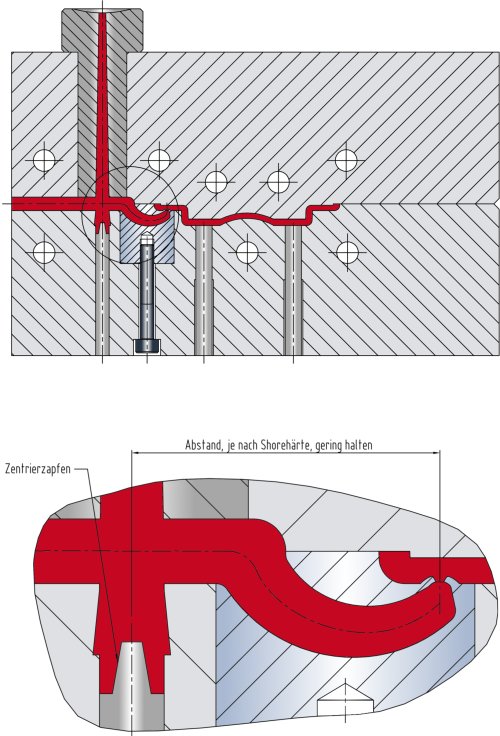
- Einbaumaße „Standard“
Das Abstandsmaß „L“ beschreibt den von uns empfohlenen Abstand vom Anspritzpunkt bis zum Angussauswerfer.
Das Abstandsmaß „AT“ beschreibt die in Relation stehende Auswerfertiefe.
- Thermoplastische Elastomere
Bei thermoplastischen Elastomere sollten zur Gewährleistung einer sicheren Entformung folgende Bedingungen eingehalten werden:
- Je geringer die Shorehärte, um so geringer sollte das Abstandsmaß L gewählt werden.
- Die Führungslänge L* 0,8 gilt nicht für TPE´s bzw. (TPU; TPA), hier sollte entsprechend unserer Zeichnung ein Führungszapfen vorgesehen werden.
- Dieser Einbauhinweis gilt für Elastomere mit einer Shorehärte bis zu 100 Shore A
-
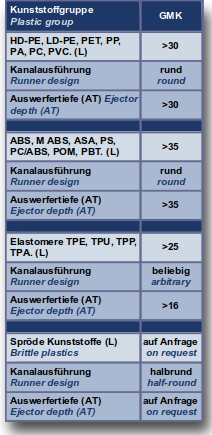
Anschnittgrößen
Wir möchten Ihnen die Auswahl der richtigen Anschnittgröße so einfach wie möglich machen. Aus diesem Grund stellen wir Ihnen hier Tabellen zur Verfügung, die abhängig vom Teilegewicht und des verwendeten Materials eine gewisse Bandbreite der möglichen Anschnittgrößen darstellten.
Bitte berücksichtigen Sie die Viskosität des Kunststoffes und treffen Sie danach Ihre Auswahl.
Da die Kunststoffindustrie mittlerweile eine Vielzahl von modifizierten Kunststoffen der jeweiligen Kunststoffgruppe anbietet, ist es an dieser Stelle unmöglich, eine verbindliche Aussage zu treffen. Beachten Sie hierzu auch unseren Haftungsausschluß.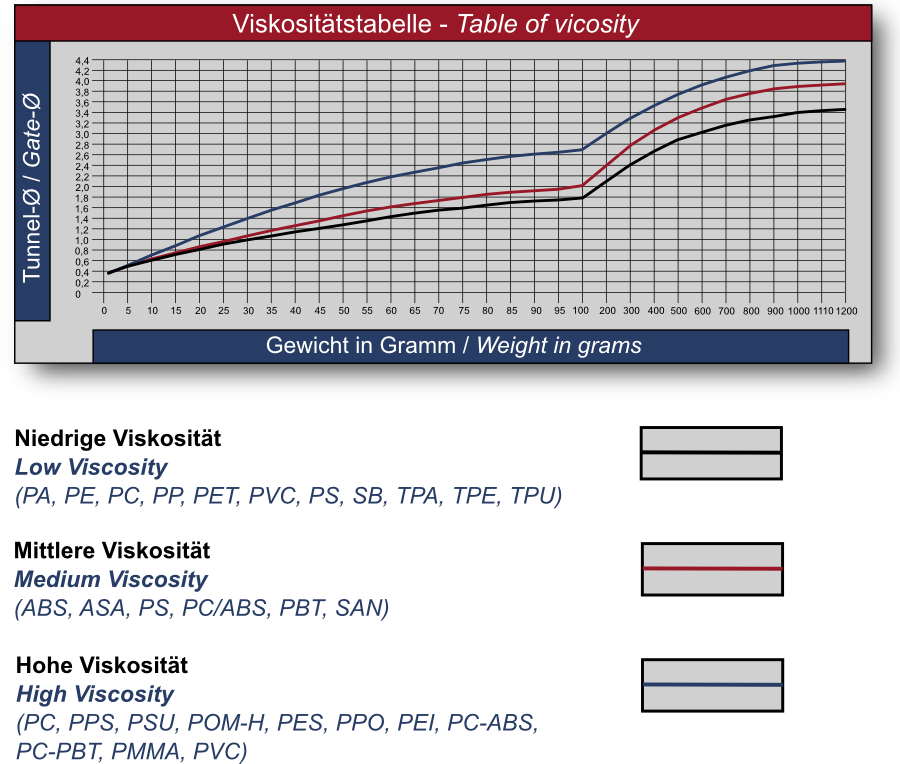
-
EXAFLOW Angießeinsätze
Material:
Catamold 420W-DIN 1.4028-X20Cr13 ( bis 07/2017 100Cr6 1.3505 )Verwendung:
BASF Catamold 420W – DIN 1.4028 – X20Cr13.
Härtbarer Edelstahl zur Herstellung von MIM-Teilen.Anwendung:
Bauteile mit hoher Härte und Verschleißfestigkeit sowie guter Korrosionsbeständigkeit gegen Wasser und Dampf, z. B. Werkzeuge, Schneiden, chirurgische Instrumente, Düsen, Lager.
- Hohe Verschleißfestigkeit
- Hohe Korrosionsbeständigkeit
- Gut bearbeitbar
- Schweißbar
Zusammensetzung:
C = 0.35 – 0.50 %
Cr = 12 – 14 %
Fe = Balance
Oberflächengüte, Rauheit Ra 0.8 – 1.3
Eigenschaften: Dichte 7.6 g/cm³ C-Gehalt 0.35 – 0.50 % Härte 50 + 5 HRC Zugfestigkeit Rm 1560N/mm² (wärmebehandelt)