TECHNISCHE INFORMATION:
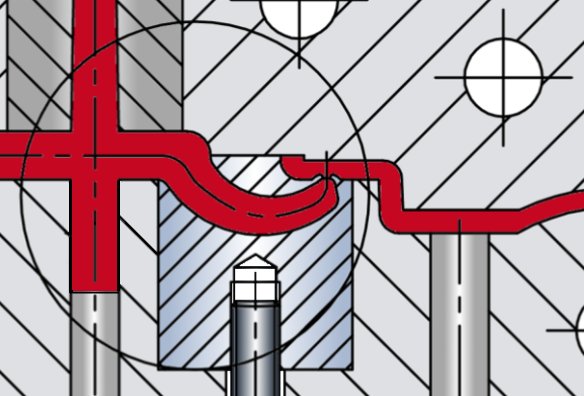
Für die unterflurige Anspritzung kleiner und mittelgroßer Bauteile mit Kontur im Angussbereich.
EXAflow Unterflur-Tunnel der Baureihe GTK sind aus 1.4028 gefertigt. Es handelt sich hierbei um einen härtbaren Edelstahl Catamold Tpy 420. Dieser Werkstoff ist „durchgehärtet“ auf 50+5 HRC. Er muss nachträglich nicht einsatzgehärtet oder nitriert werden. Dieser Werkstoff ( 1.4028 ) ist schweißbar.
- Maximaler Anspritzdurchmesser (Vollkreis-Kalotte) bis 1,7 mm.
- Konturierbar bis zu einer Tiefe von 3 mm.
- Verwendbar für sämtliche Thermoplaste inkl. Füllstoffe bis mindestens 50% Glasfaser.
<< Bitte beachten Sie unsere Fertigungshinweise für die Kalottenkonstruktion!
Bei einer technischen Anfrage schicken Sie uns bitte die folgenden Daten:
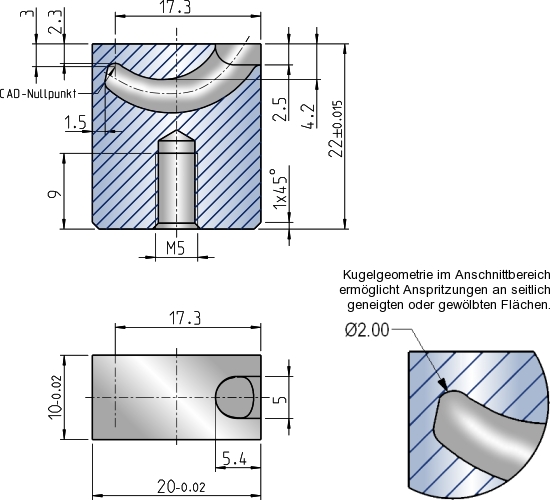
- >> Konturflow „Konturen bis 3 mm“Merkmale:
- Angusseinsatz wird mit Original CAD Nullpunkt direkt an der Kontur des Teiles platziert.
- Für Anschnitte bis 1,7 mm und Konturtiefen bis 3 mm
- Einbaumaße „Standard“
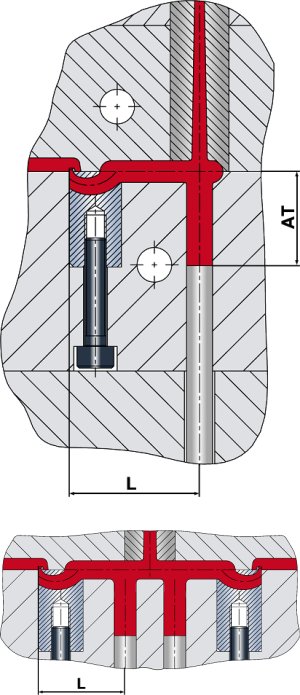
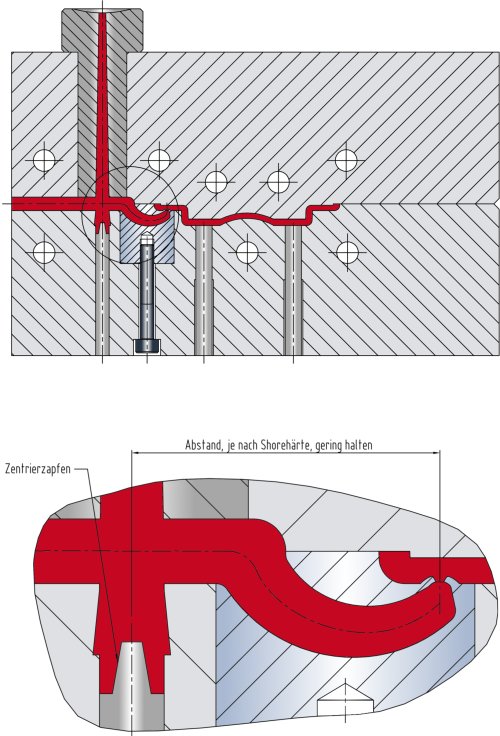
Das Abstandsmaß „L“ beschreibt den von uns empfohlenen Abstand vom Anspritzpunkt bis zum Angussauswerfer.
Das Abstandsmaß „AT“ beschreibt die in Relation stehende Auswerfertiefe.

- Thermoplastische Elastomere
Bei thermoplastischen Elastomere sollten zur Gewährleistung einer sicheren Entformung folgende Bedingungen eingehalten werden:
- Je geringer die Shorehärte, um so geringer sollte das Abstandsmaß L gewählt werden.
- Die Führungslänge L* 0,8 gilt nicht für TPE´s bzw. (TPU; TPA), hier sollte entsprechend unserer Zeichnung ein Führungszapfen vorgesehen werden.
- Dieser Einbauhinweis gilt für Elastomere mit einer Shorehärte bis zu 100 Shore A
-
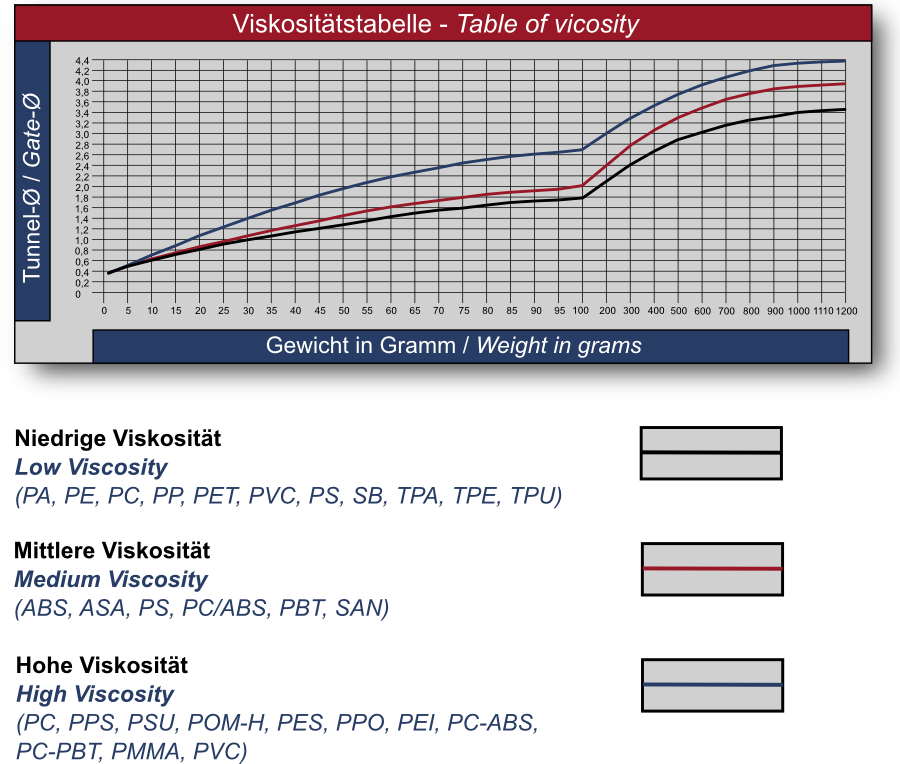
Anschnittgrößen konturierbare Einsätze
Wir möchten Ihnen die Auswahl der richtigen Anschnittgröße so einfach wie möglich machen. Aus diesem Grund stellen wir Ihnen hier Tabellen zur Verfügung, die abhängig vom Teilegewicht und des verwendeten Materials eine gewisse Bandbreite der möglichen Anschnittgrößen darstellten.
Bitte berücksichtigen Sie die Viskosität des Kunststoffes und treffen Sie danach Ihre Auswahl.
Da die Kunststoffindustrie mittlerweile eine Vielzahl von modifizierten Kunststoffen der jeweiligen Kunststoffgruppe anbietet, ist es an dieser Stelle unmöglich, eine verbindliche Aussage zu treffen. Beachten Sie hierzu auch unseren Haftungsausschluß.
-
EXAFLOW Angießeinsätze
Material:
Catamold 420W-DIN 1.4028-X20Cr13 ( bis 07/2017 100Cr6 1.3505 )Werkstoffbezeichnung:
BASF Catamold 420W – DIN 1.4028 – X20Cr13.
Härtbarer Edelstahl zur Herstellung von MIM-Teilen.Anwendung:
Bauteile mit hoher Härte und Verschleißfestigkeit sowie guter Korrosionsbeständigkeit gegen Wasser und Dampf, z. B. Werkzeuge, Schneiden, chirurgische Instrumente, Düsen, Lager.
- Hohe Verschleißfestigkeit
- Hohe Korrosionsbeständigkeit
- Gut bearbeitbar
- Schweißbar
Zusammensetzung:
C = 0.35 – 0.50 %
Cr = 12 – 14 %
Fe = BalanceOberflächengüte, Rauheit Ra 0.8 – 1.3
Eigenschaften: Dichte 7.6 g/cm³ C-Gehalt 0.35 – 0.50 % Härte 50 + 5 HRC Zugfestigkeit Rm 1560N/mm² (wärmebehandelt)